
Informations générales sur le cuivre
Le point de fusion du cuivre vaut environ 1085 °C. C’est un métal très ductile à froid. En plomberie, on dispose de deux versions :


Le cuivre dit « écroui » est donc un matériau rigide qui ne doit pas être cintré à froid. Il se déforme moins que le recuit.
En revanche, le cuivre dit « recuit » peut se travailler tel quel. Ce cuivre a subi après son écrouissage un chauffage lui rendant sa malléabilité.
Cliquer ici pour en savoir plus sur les dimensions de ces deux versions
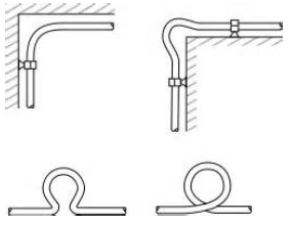
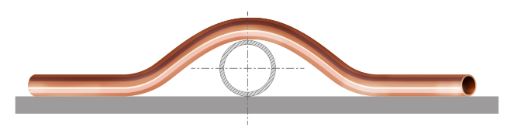
Puisqu’il se dilate sous l’effet de la chaleur, il est parfois nécessaire de le mettre dans une gaine ou ne pas trop serrer les colliers de serrage pour les grandes distances. On peut également prévoir des manchons de dilations ou réaliser des lyres en cas de très grandes distances.

Réalisation de réseaux en cuivre
Les réseaux de cuivre peuvent être réalisés de différents manières :
- À l’aide de raccords bicône dits « à compression olive »
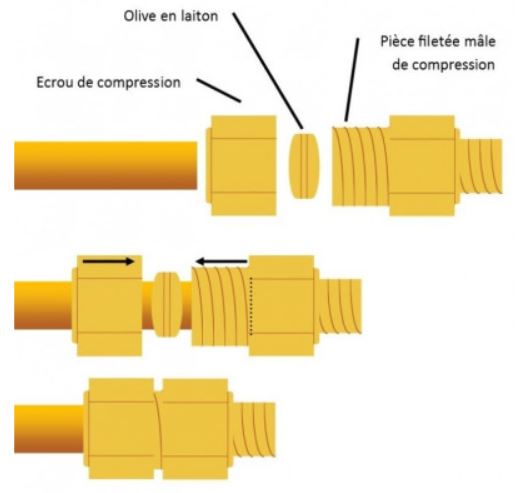
Comme on peut le voir sur l’image ci-dessus, l’olive en laiton est comprimée lors du serrage de l’écrou sur la pièce filetée. C’est ce contact métal sur métal qui assure l’étanchéité. Ce raccord ne s’utilise qu’avec du cuivre écroui, non déformé et parfaitement propre. Tout serrage excessif endommagera irrémédiablement le raccord.
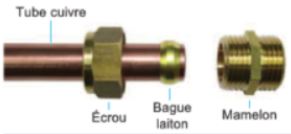
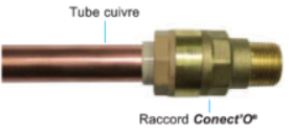
- À l’aide de raccords rapides type « Gripp »
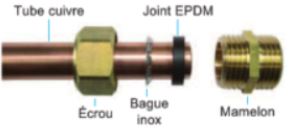
Ce type de raccord s’utilise sur l’écroui et le recuit. La bague inox et le joint d’EPDM sont comprimés lors du serrage de l’écrou et du mamelon.
- À l’aide de raccords à encliqueter, aussi appelés instantanés ou « push fitting »
Le raccord instantané est simplement poussé dans l’extrémité du tube de cuivre jusqu’en butée. Le tube de cuivre doit être parfaitement ébavuré pour éviter d’endommager le joint torique qui assure l’étanchéité.
- À l’aide de raccords sphéro-coniques
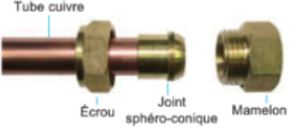
Le joint sphéro-conique doit être préalablement brasé sur le bout du tube de cuivre. L’écrou, qu’on oubliera pas d’engager sur le tube avant la brasure, est par la suite comprimée lors du serrage de l’écrou sur la pièce filetée. C’est le contact métal sur métal qui assure l’étanchéité.
- À l’aide de raccords montés sur collet battu
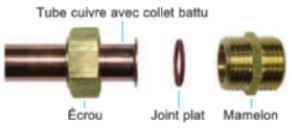
Ce raccord nécessite la réalisation d’un collet par évasement du tube de cuivre à l’aide d’un outil appelé « matrice ».
L’étanchéité est par la suite obtenue grâce à l’écrasement d’un joint plat situé entre le collet et le mamelon. Pour information, des collets battus prêts à l’usage sont disponibles dans la commerce.
- À l’aide de raccords à sertir

Le cuivre est déformé à l’aide d’une sertisseuse. L’étanchéité est alors assurée par le joint torique. Pour des raisons de fiabilité, il mieux vaut utiliser un sertissage en deux points, aussi appelé sertissage en V.

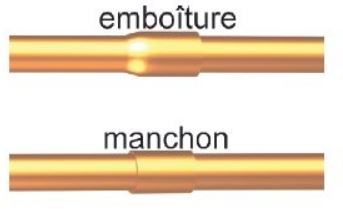
Le cuivre est tout simplement assemblé par brasage. On peut utiliser les raccords ad hoc vendus dans le commerce ou réaliser soi-même les emboîtures grâce à une pince à emboîture.
- À l’aide d’un cintrage à froid ou à chaud
Le cintrage consiste à donner une forme au tuyau de cuivre.
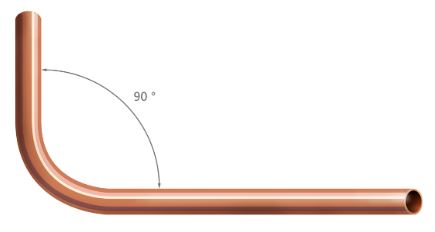
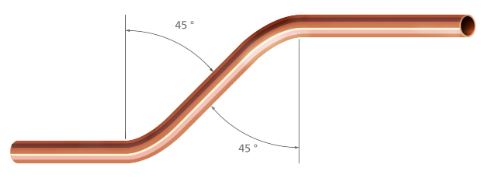
avec déport de quelques centimètres.
Cintrage à froid
Le tube de cuivre est cintré à l’aide d’un outil de cintrage. De nombreux outils et de nombreux tutoriels existent sur Internet pour apprendre à cintrer. On retiendra cependant les quelques outils suivants : le ressort, la cintrette, la cintreuse arbalète, la cintreuse électrique. Cette technique permet d’éviter l’emploi de trop nombreux raccords et rend l’installation en cuivre particulièrement esthétique.
Cintrage à chaud… à l’ancienne !
Le tube de cuivre, avant d’être chauffé et cintré, est préalablement rempli de sable pour éviter qu’il ne plie et ne s’abîme. On appelle cette technique : le cintrage au sable !
- À l’aide de piquage simple ou de pieds de biche
Une fois les différents cintrages réalisés, il arrive nécessairement que les tuyaux de cuivre se rejoignent. On réalise alors un piquage.

Sur le travail ci-dessus – de gauche à droite – on distingue le piquage d’une cuillère (également appelé dessautage), un piquage simple et un piquage en pied de biche. Dans tous les cas, le tuyau sur lequel est réalisé le piquage est préalablement percé à la bonne dimension à l’aide d’un foret, puis progressivement élargi à l’aide de la pince à emboiture ou d’une broche. On pensera donc à recuire le tube avant de chercher à la déformer avec la pince ou la broche !
Pour information, il existe également des perceuses-extrudeuses spécialement conçues pour réaliser des piquages.


Sur l’image de gauche on peut voir la réalisation du pied de biche. Sur l’image de droite, le tuyau sur lequel est réalisé le piquage est travaillé par tous les moyen à disposition : tracé au feutre puis lime, chalumeau et broche.